Bestosslade für den Oberfräsentisch
Verfasst: Sa 16. Mai 2015, 17:07
Eine Bestosslade für den Oberfräsentisch - was soll das denn sein? Sagen wir so, mir fällt keine bessere Bezeichnung ein und eine gewisse Ähnlichkeit ist schon da. Es geht einfach darum, die Stirnseiten von Brettern möglichst genau rechtwinklig zu bearbeiten oder auch Profile anzuschneiden.
Zwar kann - könnte? - man solche Arbeiten auch mit einem Queranschlag machen, hat aber Tücken. Der Queranschlag muss wirklich exakt rechtwinklig geführt sein, wenns auch rechtwinklig werden soll und das Werkstück muss man daran festspannen. Mit händischem Andrücken habe ich keine ganz guten Erfahrungen gemacht. Ggf. darf man das Ganze so einrichten, dass auch der Längsanschlag einen exakten rechten Winkel zum Queranschlag bildet.
Der Queranschlag ist nicht mein Lieblingshilfsmittel
Geht das nicht besser? Schliesslich hat man ja den Längsanschlag und der ist leicht einzurichten. Und mir kommt ein Bild von einer Spannlade unter. Das wäre doch eine Idee!
Erst mal ein Brett auf einer Längsseite abrichten. Schön gerade und rechtwinklig. Diese Kante soll am Längsanschlag entlanglaufen.

Führungsbrett
Auf dem Frästisch erhält das Brett zwei Nuten, die mit Hilfe eines 8 mm Spiralnutfräsers geschnitten werden. Drehzahl auf ca. 15.000 U/min reduzieren, damit die Buche nicht so sehr verbrennt. Das Brett wird natürlich am Längsanschlag mit Endanschlag als Rückschlagschutz und Fräswegbegrenzung geführt. Die Nuten werden gebraucht, um eine bewegliche Anschlagbacke zu führen.
Auf der linken Seite braucht es einen festen Anschlag, der eine schon bearbeitete, also gerade Seite des Werkstücks hält. Dieser feste Anschlag muss genau rechtwinklig zu der Kante der Vorrichtung stehen, die am Längsanschlag entlangläuft. Wirklich exakt!

Die obere Kante läuft am Längsanschlag, die linke Kante des angebrachten Holzes muss gerade und genau rechtwinklig zur ersten Kante sein
Wie bekommt man die Rechtwinkligkeit genau hin? Jede Abweichung an der Stelle überträgt sich unweigerlich aufs Werkstück. Meine Hilfskonstruktion verwendet die 1-2-4 Block, die ich mir beschafft hatte:

Zwei Blocks längs, einer quer. Zusammengespannt mit einer Gewindestange. Die Blocks längs ausgerichte mit den vierten Block

So richtet man die Sache aus. (Das Bild ist nachgestellt!)

Nachmessen, daas alles richtig sitzt
Nach dem Verleimen durchbohren, um einen Führungsgriff zu befestigen
Das Holz steht mit Absicht etwas zurück, um Freigang für den Fräser zu haben. Das sieht man später besser.
Der zweite, rechte Anschlag muss verschiebbar ausgeführt werden, um die Lade an Werkstücke unterschiedlicher Breite anpassen zu können. Da die zweite Seite eventuell noch unbearbeitet ist, läuft diese Kante dann vielleicht auch schräg. Also muss sich diese Anschlagbacke auch schräg stellen lassen. Dazu braucht man einen bogenförmigen Schlitz.

Bogen einfräsen mit der handgeführten Oberfräse auf den Abstandshaltern
Dazu verwende ich die Combination Router Base CRB von Trend, die auch als Fräszirkel geeignet ist.

Combination Router Base an der Dewalt DW 622

Der Abstand vom Drehpunkt zum Fräser wird exakt auf den Abstand der beiden langen Nuten im Führungsbrett eingestellt.
Wird die Fräse auf der CRB so befestigt, dass die hintere Führungsstange in der Fräse gleiten, die vordere hingegen geklemmt ist, dann kann die Fräsenposition im Zehntelmillimeterbereich justiert werden

Klemmen der Feinjustierung an der Bodenplatte
Die Schraube, die den beweglichen Anschlag feststellt, muss natürlich versenkt werden. Also sollte man den Führungsbogen entsprechend modifizieren. Man behät den Drehpunkt bei, setzt nur den grösseren zweiten Nutfräser ein und fräst so tief ein, wie es der Schraubenkopf plus U-Scheibe erfordern.

Der vollständige Bogen
Dabei passiert mir ein Missgeschick. Ich erwische den falschen, zu grossen Fräser! Jetzt kann sich der Schraubenkopf drehen, was nicht im Sinne des Erfinders ist. Den Anschlag neu anfertigen? Nein, das kann man auch anders lösen. Mit Cyanacrylat werden Aluminiumplättchen an den Schraubenkopf angeklebt. Jetzt ist das Drehen unterbunden.

Angeklebte Aluminiumplättchen verhinder das Drehen der Schraube.
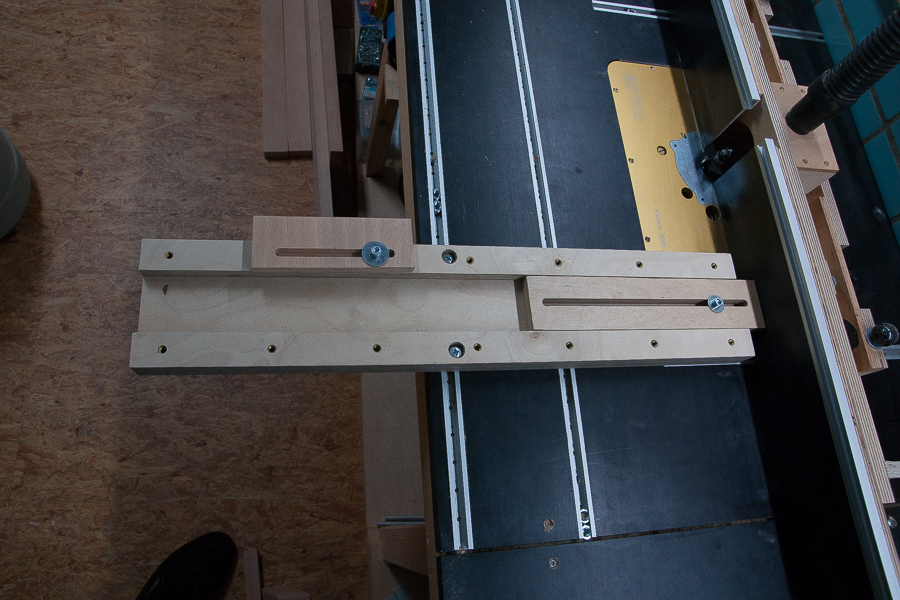
Zusammengebaut sieht die Lade von unten so aus:

Die montierte Lade von unten


Schrägstellen für nicht parallele Werkstückseiten
Wichtig ist, dass die zuvor abgerichtete Längskante des Werkstücks am festen festen Anschlag anliegt.
An beiden Anschlägen ist eine Kante zu sehen. Sie dient dazu, das Werkstück mit einem Abstand zum Führungsbrett zu halten. Das ist notwendig, damit der Fräser nicht ins Führungsbett schneidet. So wird das Wrkstück geklemmt:

Eingespanntes Werkstück mit Abstand zum Führungsbrett
Das Werkstück wird so positioniert, das es ungefähr mit der Kante des Führungsbretts abschliesst. Nicht gerade Kanten können auch etwas überstehen, doch sollte man nicht zu viel auf einmal wegfräsen wollen. (Ich beschränke mich zumeist auf 3mm - höchstens aber 5 mm)

Wie steht das Werkstück relativ zur Führungskante?
Wieviel abgefräst wird bestimmt alleine der Fräserüberstand über den Längsanschlag. Im Bild wird dieser auf 3 mm eingestellt und der Überstand über den Tisch auf knapp mehr als Werkstückdicke justiert

Fräserüberstand bestimmen

Fräserüberstand über der Tischplatte
Die Vorrichtung wird vor Fräsbeginn so positioniert, dass sich noch das gesamte Werkstück rechts vom Fräser befindet. Trotzdem liegt das Führungsbrett auch schon an der linken Wange des Längsanschlags an. Ein Eindrehen in die Fräseröffnung ist so unmöglich. Die Fräsmesser haben so auch sicher noch keinen Kontakt zum Werkstück.
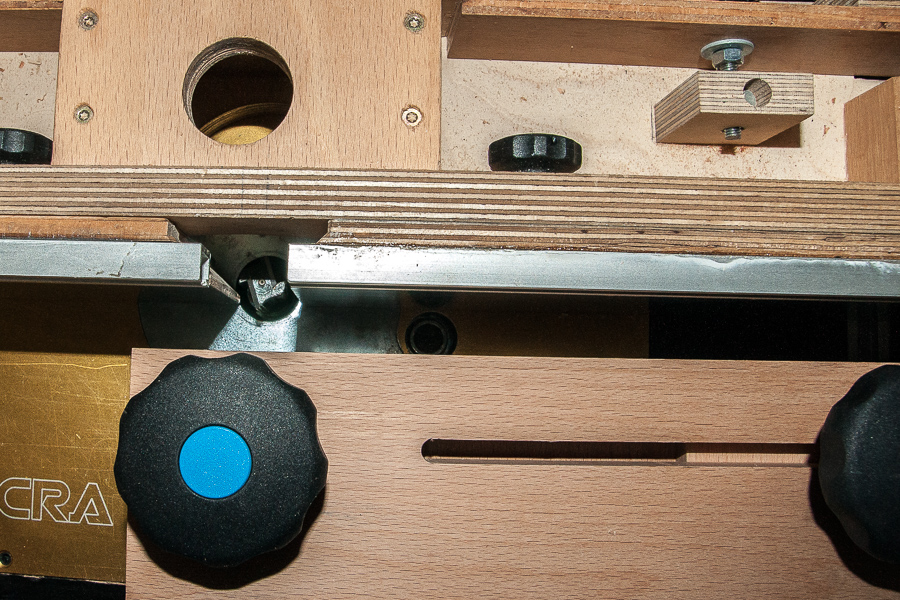
Ansetzen der Lade samt Werkstück am Längsanschlag bzw. Fräser
Das Verschieben der Lade samt Werkstück geht sehr schnell, weil das Werkstück wie sonst auch auf der Frästischplatte gleitet. Nur sehr dünne Werkstücke hängen etwas in der Luft. Gleichzeitig ist der Fräser komplett abgedeckt, - keine Gefahr für Finger. Die maximale Werkstückbreite beträgt 50 cm, die minimale ca. 2,5 cm

Ein richtig schöner rechter Winkel
Man kann auch Profilfräser einspannen, um damit Stirnkanten zu bearbeiten. Auch die Verwendung eines Ausreissholzes ist möglich, das nicht zwingend die Stärke des Werkstücks haben muss

Ausreissholz mitgespannt
Eine Modifikation musste gleich vorgenommen werden. Bei schmalen Werkstücken kippt die Lade zum rechten Ende hin ab, was die Bedienung erschwert. Daher wurde ein Kippschutz angefertigt, der bei Bedarf angeschraubt wird.

Kippschutz

Gesamtansicht
Das Versuchsmodell der Lade wird nicht auf Dauer so bleiben. Vom Prinzip her ok, aber es gibt Verbesserungspotential. Bei Veränderungen werde ich darüber berichten, jetzt ist allerdings erst mal Erholung angesagt.
Gruss
Rolf