Seite 2 von 3
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Mi 15. Jan 2014, 06:23
von Tom B.
[
In Antwort auf #75504]
Schönen guten Morgen Wolfgang,
jetzt melde ich mich - doch - noch einmal.
Bist Du dir bewusst, dass bei der Einstellung einer Leigh 1/4 mm Schritte darüber entscheiden, ob die Zinkungen passen oder nicht? Ich habe - monatelang - nach einer Nachbaulösung gesucht und einiges ausprobiert. Dabei leider auch Geld "versenkt". Es passte einfach nicht hinreichend genau, so dass es "meinen Ansprüchen" genügen würde. So etwas nervt mich dann. Was dann bis dahin geführt hat, dass ich mir dieses sau teure Ding zugelegt habe. Aber es ist - tatsächlich - toll. Aber gerade die Einstellung einer nicht gleichmäßigen Zinkung ist nicht so ohne. Da wollen vorher schon ein paar Probezinkungen gemacht worden sein, bis man das das erste mal hinbekommt. Wenn man dann aber mal den Dreh raus hat, funktioniert's prima.
Was ich damit sagen will:
Frage Dich ehrlich, ob du - diese - Fertigungsgenauigkeit hinbekommst. Wenn nicht, lass lieber die Finger davon. Alles andere ärgert Dich. Mich hat's geärgert.
Grüße
Tom
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Mi 15. Jan 2014, 10:42
von Wolfgang Kueter
Hallo Tom,
Nochmal Danke für Deinen Hinweis und die Warnung. Ja, mir ist und war immer bewusst, dass für exakt passende Zinkungen diverse Faktoren entscheidend sind:
1. Die Genauigkeit jedes einzelnenen Führungsfingers
2. Der rechte Winkel der Führungsfinger zu den 2 Schienen und zum Gerät und zum Werkstück. Hier spielen auch die Spannmöglichkeiten für das Werkstück eine wichtige Rolle,.
3. Der Abstand des gesamten Führungskamms zum Gerät und zum eingespannten Werkstück (bei Leigh wie von Dir erwähnt fein justierbar).
Das Risiko, lange rumzuprobieren und mit einem Selbstbau viel Zeit (und auch Geld) zu versenken, ist mir auch klar. Es ist ja auch nicht so, dass ich keine passabel funktionierende Vorrichtung hätte, meine kann nur eben keine variablen Abstände. Wenn ich andere Abstände möchte, muss ich jedesmal 2 neue Schablonen (eine für die Zinken und eine für die Schwalben) in voller Breite bauen. Bisher habe ich als Material für die Schablonen HPL Platte verwendet, für eine komplette Schablone funktioniert HPL recht gut, für einzelne Finger wie bei Leigh ist Metall natürlich viel besser geeignet.
Mal sehen, die Luft brennt nicht, ich brauche das Ding nicht unbedingt morgen und Dein Hinweis, dass der Kauf eines funktionrenden Teils gerade unter dem Geichtspunkt "eigener Zeiteinsatz" oft viel billiger und nervenschonender ist, als Sebstgerfrickel, ist auch immer wieder erwähnenswert.
Grüße Wolfgang
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Mi 15. Jan 2014, 12:50
von Tom B.
Hallo Wolfgang,
2 Dinge sind mir noch eingefallen:
- Wenn Du im Großraum München wohnst, kannst Du gerne vorbeikommen; dann machen wir das zusammen mit meiner.
- die Führungsfinger gibt es auch als Ersatzteile einzeln. Die sind zwar recht teuer, aber allemal billiger als eine ganze Leigh. Zur Not könnte man die dann als Vorlage für evtl. separat zu fertigende Führungsfinger nutzen.
Nur als Gedankenanstoß.
Viele Grüße
Tom
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Mi 15. Jan 2014, 13:13
von Wolfgang Kueter
Hallo Tom,
Danke für das Angebot, aber ich wohne im Norden Schleswig-Holsteins, München ist also weit weg. Dass es Einzelfinger für Leigh als Ersatzteil gibt, wußte ich. Ich hatte auch das
Video
http://www.youtube.com/watch?v=zPYADQgJGA8 über den hölzernen Nachbau einer Fräsführung vom Leigh Typ von Stumpy Nubs irgendwann früher schon mal gesehen. Der Hinweis von Jens Peter Pauly daruf hat mich das nochmal genau angucken lassen, wobei ich immer noch unsicher bin, ob man das in Holz in hinreichender Genauigkeit hinkriegt und selbst wenn es in Holz heute passt, weiss man nicht, wie das in ein paar Monaten bei wechselnden klimatischen Bedingungen ist. Da hilft wohl nur Ausprobieren. ;-) Zumindest über die Abmessungen der Einzelfinger bin ich mir jetzt klar und die eher simple Mathematik dahinter wurde an dem Beispiel auch nochmal deutlich. Wie gesagt, das Projekt hat bei mir keine Eile, mal gucken, ob ich was machen und wenn ja, was ich mache. Woodrat und der Zinkenknecht von Pöhlmann wären auch noch Alternativen, die freies Positionieren ermöglichen, funktionieren aber beide etwas anders als der Leigh-Typ. Bei Woodrat ist ja auch noch der Winkel einstellbar, also noch ein Freiheitsgrad mehr.
Grüße
Wolfgang
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Do 16. Jan 2014, 20:59
von Jens Peter Pauly
Hallo Wolfgang!
Ich habe beide im Gebrauch! Das Original von Leigh und die Kopie von Stumpy Nubs. Ich habe irgendwann einmal eine Möglichkeit gebraucht, breitere Werkstücke als mit dem Originalgerät möglich zu bearbeiten. Nach längerem Suchen bin ich dann auf Stumpy Nubs gestoßen. Das gerät ist klasse. Ich habe jedoch die Finger aus Jarrah gefräst und nicht gesägt. Das ist ein wenig Aufwendiger, aber es lohnt sich. Durch das Fräsen wird die Herstellung von Fingern sehr ökonomisch, ich habe mir gleich ein paar mehr gemacht, als ich brauche. Ich arbeite seit drei Jahren mit dem Gerät und ich habe noch keinen Finger austauschen müssen oder Probleme mit der Genauigkeit gehabt, die ich nicht selbst verschuldet hätte. Wenn man Bedienfehler macht, lässt halt die Genauigkeit zu wünschen übrig, genau wie beim Original.
Herzlichst
Jens
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi *MIT BILD*
Verfasst: Mo 10. Feb 2014, 01:45
von Wolfgang Kueter
Hallo,
Ich habe mir inzwischen eine Vorrichtung gebaut, die auf den Konzepten vonn Woodrat und Zinkenkecht basiert, weil mich die festen Abstände meiner bisherigen Vorrichtung irgendwie zu sehr eingeschränkt haben. Für die Schablone habe ich HPL Platte verwendet, die Steigung ist 1:7, damit sind viele Woodrat Fräser mit dieser Schablone benutzbar. Position und Größe von Schwalben und Zinken sind frei wählbar, Werkstückbreite bis etwa 40 cm. Bisher taste ich mich noch ran, die Ergebnisse sind aber schon ganz ordentlich, hier mal ein Bild eines der ersten Teststücke:
Grüße
Wolfgang

Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Mo 10. Feb 2014, 08:52
von Tom B.
Schönen guten Morgen Wolfgang,
sieht super aus!
Zeigst Du uns noch ein / zwei Bilder von der Vorrichtung und deren Anwendung?
Herzliche Grüße
Tom
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi *MIT BILD*
Verfasst: Mo 10. Feb 2014, 14:40
von Wolfgang Kueter
Hallo Tom,
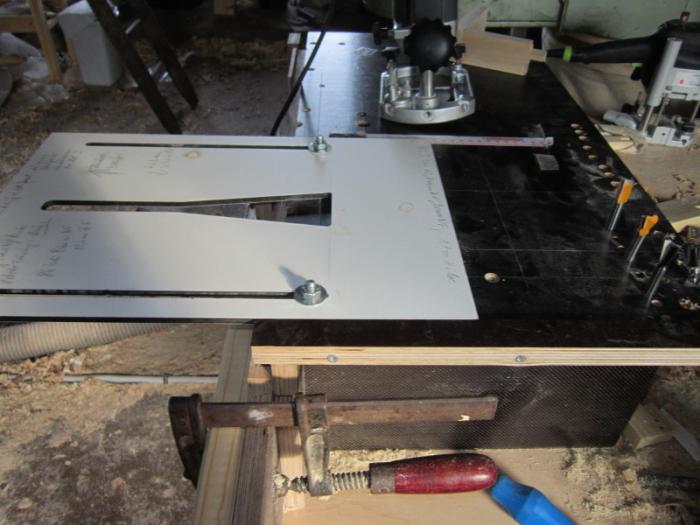
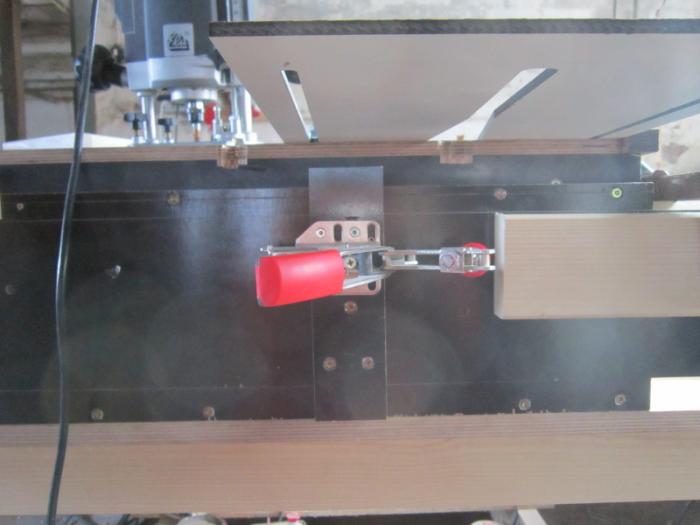
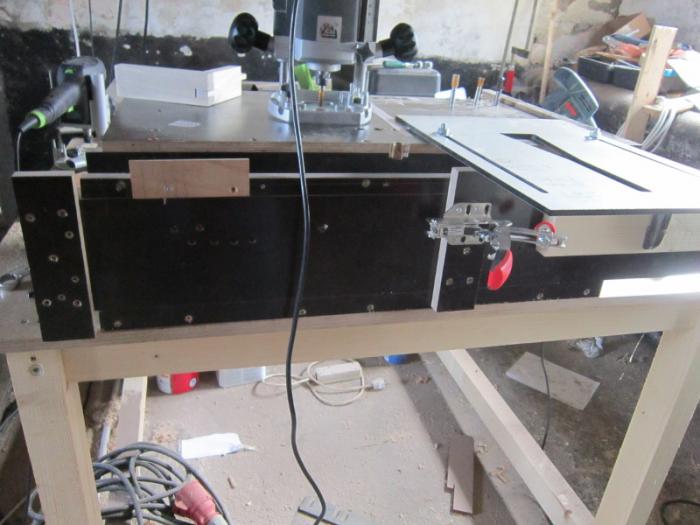
Nun ja, das Ding gewinnt garantiert keine Schönheitspreise, es funktioniert aber, es ist eine stark vereinfachte Form der Woodrat bzw. Zinkenknechts.
Material:
- diverse Reststücke 18 mm Siebdruckplatte für den Kasten/Gestell und die Schiene
- 6 mm HPL Platte für die Schablone
- Ein Bessey Waagerechtspanner
- Kleinmaterial, diverse Schrauben, M8 Schrauben und Muttern
Materialkosten: vielleicht 40 EUR
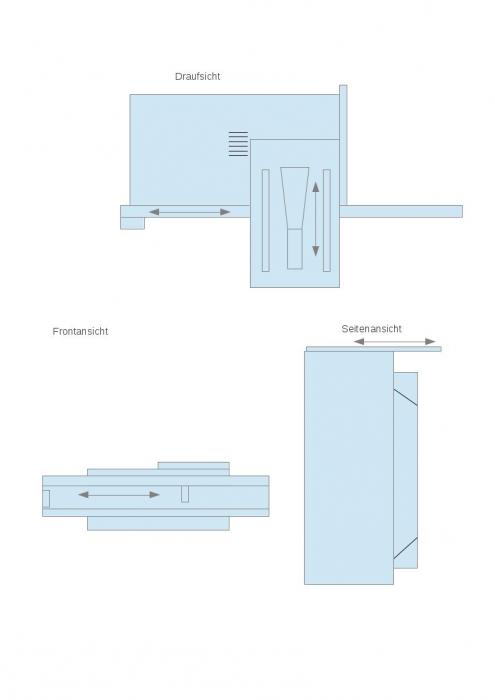
Das Prinzip ist eigentlich simpel. Zum Bau der Schablone fräse man idealerweise exakt mittig (von beiden Seiten fräsen) in ein genau rechtwinkliges Stück HPL-PLatte (B x T: ca. 30 * 40 cm) eine Nut exakt in der Breite der Kopierhülse, die man verwenden möchte. An den Seiten rechts uns links braucht man jeweils Langlöcher, um die Schablone nach vorne und hinten bewegen und am Tisch auf bestimmten Positionen fixieren zu können.
Die Breite der Kopierhülse ist eigentlich egal, sie sollte natürlich so breit sein, dass die Fräser, die man verwenden möchte, möglichst durch die Hülse passen. Hülsen mit großen Durchmesser (30 mm oder so) haben gewisse Vorteile, denn sie ermöglichen etwas Sicht auf den Fräser, ich hatte nur eine 17mm Hülse für meine alte Elu MOF96E zur Hand, kleiner sollten die Hülsen nicht sein, besser größer. Das Bauprinzip einer solchen der Schablone kann man von Minute 4:25 - 7:13 im Video
http://www.youtube.com/watch?v=fBZVXAoOdAk sehen. Die Umstellung vom Schwalben- auf dem Zinkenmodus ist simpelst, sie geschieht einfach durch Vor- und Zurückschieben der Schablone relativ zum Tisch, Schwalben fräst mal mit einem Zinkenfräser im parallelen Teil der Führungsnut, Zinken mit einem Nutfräser im konischen Teil, 2 Mutter lösen, Schablone nach vorne oder hinten, fertig.
Die Werkstücke werden an einer Schiene befestigt und von rechts nach links an die jeweiligen Fräsposition verschoben, das geht im Prinzip so wie bei Woodrat. Wichtig ist, dass die Werkstücke absolut fest an der Schiene fixiert sind, sie dürfen kein Spiel haben und absolut nicht wackeln. An den Spannmöglichkeiten muss ich noch etwas Frickeln, das ist noch nicht optimal. Festlegung der Zinkenpositionen und -breiten auf den Werkstücken mache ich mit einem Parallelogramm, das ratzfatz, ohne Rechnerei und es ergibt regelmäßige Abstände. Die Breite der Zinken kann durch Verschieben der Schablone nach vorne und hinten eingestellt werden.

Grüße
Wolfgang
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi
Verfasst: Di 11. Feb 2014, 18:25
von Olli Trappe
Hallo Wolfgang,
danke für Vorstellung Deiner Vorrichtung. Da ich selber die Woodrat habe, habe ich Deinen Bericht mit großem Interesse gelesen. Dein Probestück zeigt eindrucksvoll, dass Deine Methode sehr gut funktioniert.
Mir ist allerdings nicht ganz klar, wie Du diese Präzision erreichst. Wie positioniert Du Zinken- und Schwalbenteil so exakt? In welcher Reihefolge fräst Du die Teile? Wie justiert Du Dein Führungsbrett, damit
die Zinken genau die richtige Größe bekommen? Hast Du da einen Endanschlag? Bei der Woodrat mache ich das über Verschieben des Drehpunkts.
Ich hab an meiner Woodrat einen Anbaumessschieber mit externer Digitalanzeige nachgerüstet. Damit kann ich ganz einfach die Fräspositionen extrem wiederholgenau anfahren. Vielleicht ist das was für Dich.
Allerdings zeigt der Messschieber auch gnadenlos, wie weich die Woodrat konstruiert ist. ;-) Teilweise wandert die Anzeige beim Fräsen um bis zu 0.2mm.
Viele Grüße
Olli
Re: Leigh Zinkenfrägerät: Dimensionen der Metallzi *MIT BILD*
Verfasst: Mi 12. Feb 2014, 01:59
von Wolfgang Kueter
Hallo Olli,
Danke für die Blumen. Vorweg: Ich habe beim Bau schamlos geklaut, bei Woodrat und beim Zinkenknecht und gnadenlos vereinfacht, also quasi beide Vorrichtungen auf die Essenz eingedampft. Meine Vorrichtung wäre in der EDV ein geradezu klassischer Hack (quick & dirty but it works (at least for me)). :-)
Wie positioniert Du Zinken- und Schwalbenteil so exakt?
Wie bei Woodrat auch, ganz einfach anhand von Markierungen mit einen spitzen Bleistift. Und ansonsten gilt das Zitat von Martin Godfrey aus dem Woodrat Video: "For the pins: Since we have an actual physical object, we can have total accuracy" :-) OK Total ist das bei mir gewiss nicht, es ist aber für Holz mMn ausreichend.
In welcher Reihefolge fräst Du die Teile?
Wie bei Woodrat, erst die Schwalben, dann die Zinken.
Wie justiert Du Dein Führungsbrett, damit die Zinken genau die richtige Größe bekommen?
Das ist simplel, man bewegt einfach die Schablone relativ zum Tisch und zum an der Führungsschiene fixierten Werkstück vor- oder zurück. Der konische Teil der Schablone hat auf jeder Seite eine Steigung von 1:7, die bedeutet 1 mm Breitenänderung bei 7 mm nach vorne. Wir haben 2 Seiten, also verdoppelt sich der Wert. Wenn man die Schablone also 7 mm relativ zum Tisch verschiebt, ändert sich die Zinkenbreite um 2 mm, auf 1 mm Vorschub der Schablone ändert sich die Zinkenbreite also um ca. 3/10 mm, 2:7 = 1:3,5 = etwa 3/10). Neben der Schablone ist einfach eine mm Skala aufgeklebt, damit die Werte wiederholbar sind. Einige Tests, um die Breiten der Zinken abhängig von der Breite des Nutfräsers zu ermitteln, die Werte notiert und fertig. Man kann das natürlich alles auch ausrechnen, die Zinkenbreite ist eine lineare Funktion der Breite der konischen Führungsnut und des Durchmessers des Nutfräsers sowie der Führungshülse. Ich habe nicht lange rumgerechnet, sondern mich einfach rangetastet.
Nachteil gegenüber der Woodrat ist natürlich der feste Winkel von in meinem Fall ca. 8° (Steigung 1:7). Wenn man andere WInkel braucht, weil der Zinkenfräser einen anderen Winkel aufweist, muss man eine weitere Schablone anfertigen, das halte ich aber bei Kosten von unter 5 EUR für ein Reststück Stück HPL Platte in ca. 30 x 40 cm für hinnehmbar und eine solche Schablone ist in maximal 30 Minuten fertig, wenn man weiss, wie das geht.
Grüße
Wolfgang