Vorrichtungen zum Fräsen von Kreisen auf dem Frästisch gibt es im Internet zuhauf, von simpel bis komfortabel.
Da ich in Kürze einige Kreise mit unterschiedlichen Durchmessern fräsen muss, habe ich mich heute bei dem schlechten Wetter mal für ein paar Stunden in die Werkstatt begeben und möchte euch meine Vorrichtung zeigen.
Eine 18mm starke Multiplex-Platte, 24cm breit und so lang, wie der Frästisch tief ist.
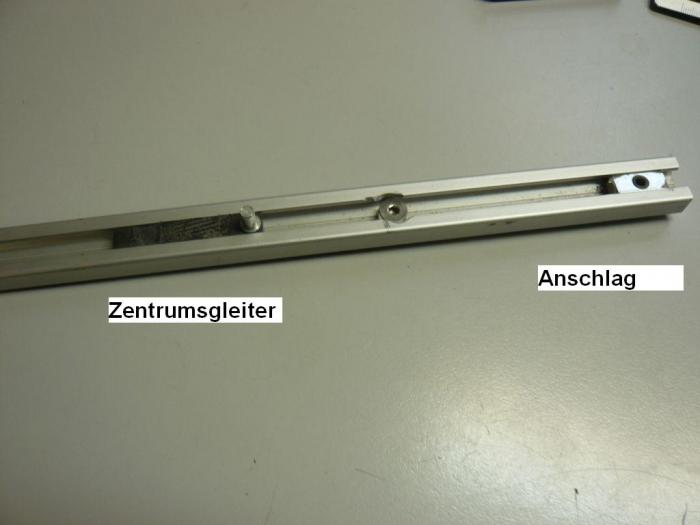
Aluschienen 20x5mm werden für die variable Radiuseinstellung verwendet.

Die Öffnung für den Fräser wurde mit einem 30mm Forstnerbohrer erstellt.
Für die Aluschienen wurde oben und unten jeweils eine 20mm breite und 5mm tiefe Nut gefräst. In dieser Nut laufen die Aluschienen spielfrei.

Eine M5x20 Senkkopfschraube wurde im oberen Bereich von ihrem Gewinde befreit. Der verbleibende Zapfen hat eine Stärke von 4mm.
Am Kopf bleiben noch 2-3mm Gewinde stehen.

Der Zapfen dient als Führung für den Mittelpunkt des Werkstücks.

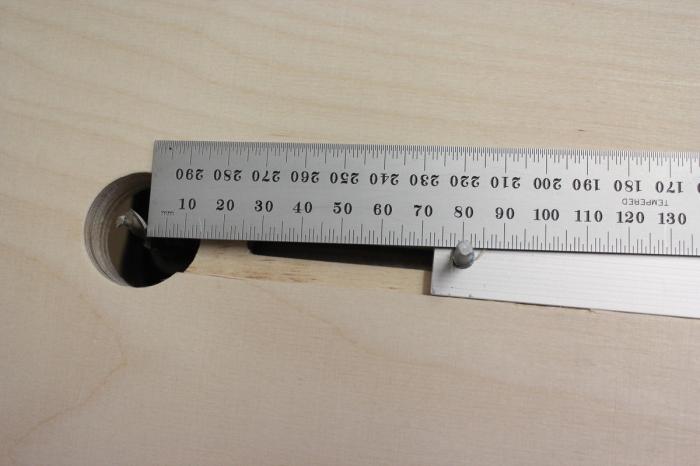
So können jetzt beliebige Radien eingestellt werden.

Für größere Radien wird die Schiene einfach umgedreht.

Ist der gewünschte Radius eingestellt, werden die beiden Schrauben angezogen und die Schiene damit festgeklemmt.

Das Gegenlager auf der Unterseite.

Zur Anwendung:
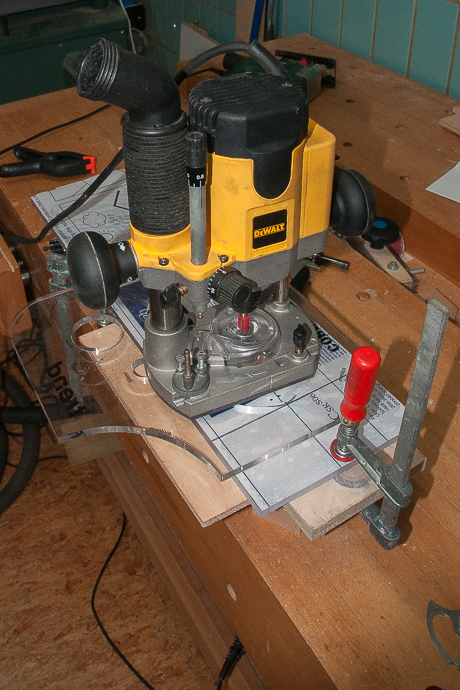
Die Vorrichtung wird mit 2 Schraubzwingen auf dem Frästisch festgespannt.

Die Schraubzwingen sind versenkt, damit sie bei größeren Werkstücken nicht die Drehbewegung behindern.

Gewünschten Radius einstellen, dabei den Durchmesser des Zapfens berücksichtigen. Anschließend die Schiene mittels der beiden Schrauben fixieren.
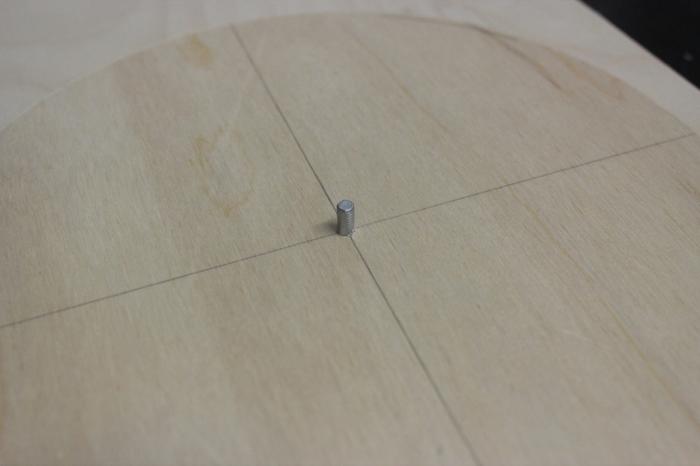
Das Werkstück erhält im Mittelpunkt eine 4mm Bohrung

und wird damit auf den Zapfen gesteckt.
Jetzt wird gefräst, bei dicken Werkstücken in mehreren Durchgängen.
Dabei natürlich entsprechend vorsichtig sein.

Fertig.

Der gewünschte Durchmesser passt.
Das Ganze gibts wie immer auch auf meiner Seite: http://zisoft.de/holzwerken/werkstatt/kreisfraesvorrichtung-fuer-den-fraestisch.html
Viele Grüße,
Mario