Es ist ja immer so ein Ding. Da hat man an einem Brett auf der Abrichte eine Kante ordenlich grad gemacht und jetzt gehts an die gegenüber liegende Seite. Das Brett hat aber oft von einem Ende zum anderen eine deutliche Breitenänderung, ist somit etwas keilförmig. Das auf der Abrichte zu korrigieren fällt mir nicht immer ganz leicht. Durch den Dickenhobel geht so ein Brett auch nicht ohne Hilfskonstruktion, um es senkrecht zu halten.
Also habe ich mich - auch mit sozusagen mentaler Unterstützung durch Johannes M. - nochmal mit dem Frästisch auseinandergesetzt. Hab ich ja schon mal und hier kräftig Prügel bezogen. Argumente waren, das Brett würde in den Fräser gezogen.
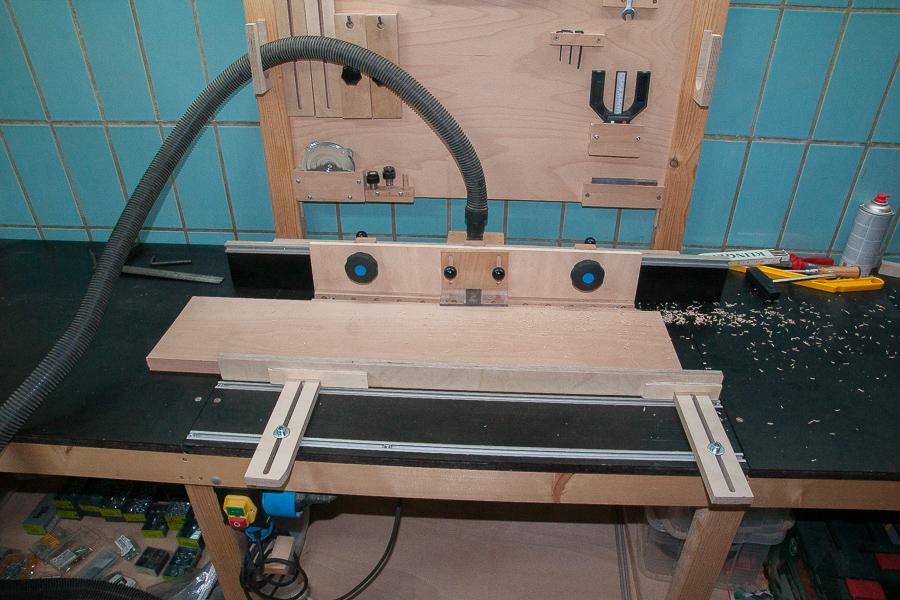
Warum wird es das nicht in der Dickenhobelmaschine? Ok, da ist die Schwerkraft, aber die reicht nicht hin, wichtiger sind die Andruckwalzen. Kann man sowas auf den Frästisch übertragen? Kann man sicher, aber in der ersten probeausführung habe ich mich mit Andruckleisten begnügt. Die drücken das Werkstück zuverlässig gegen einen zweiten Hilfsanschlag. Jetzt ein paar Bilder des Prototyps:

Die beiden grossen Drehknöpfe befestigen die Vorrichtung am normalen Tischanschlag. Es handelt sich um eine Sperrholzplatte mit den unten angebrachten Druckleisten. Auch der Fräserschutz wird an der Sperrholzplatte befestigt. Wenn man genauer hinschaut sieht man in den Druckleisten weitere Bohrungen. Hier können zusätzliche Federn eingesetzt werden um die Andruckkraft einzustellen. Je schwerer das Werkstück, desto mehr Kraft ist nötig.
Vor dem Werkstück befindet sich der Hilfsanschlag, der in den T-Nuten festgeschraubt ist. Wie auch beim herkömmlichen Längsanschlag ist es nicht erforderlich dass dieser Anschlag exakt gerade auf dem Tisch steht. Wichtig erscheint mir aber, dass er ziemlich genau rechtwinklig zur Trägerplatte der Druckleisten steht, damit die Andruckkraft über die gesamte Strecke gleich bleibt.
Erste Versuche haben gezeigt, dass es funktioniert, aber es gibt auch noch einige Probleme.
- Die Reibung zwischen Werkstück und Hilfsanschalg bzw. den Druckleisten ist relativ hoch. Hier müsste man wahrscheinlich POM oder Rollen einsetzen.
- Die Druckleiste ausgangsseitig muss steifer werden, kann evtl. sogar fest montiert werden, da das Werkstück hinter dem Fräser ja eine exakte Breite hat. Der Abstand einer festen Führungsleiste müsste allerdings genau parallel zum Hilfsanschlag verlaufen, damit das Werkstück nicht klemmt.
- Die Spanabsaugung hat Verbesserungsbedarf.
Im Prinzip handelt es sich um einen um 90° gekippten Dickenhobel.
Gruss
Rolf